
De roude Knäppchen ass den Noutstoppknäppchen. Dréckt dëse Schalter an d'Maschinn stoppt. Allgemeng gëtt et an engem Noutfall oder Zoufallszoustand gedréckt.

Start vun der lénker Säit. Der Basis Bedeitung vun de véier Knäppercher ass
1 Programm automatesch Operatioun bezitt sech op d'Benotzung vun der automatescher Programmoperatioun beim Veraarbechtung vum Programm. Et ass eng gemeinsam Veraarbechtung. An dësem Zoustand brauch de Bedreiwer nëmmen de Produit ze klemmen an dann de Programmstartknäppchen drécken.
2 Déi zweet ass de Programm Editing Knäppchen. Haaptsächlech fir Redaktioun Programmer benotzt
3 Deen drëtten ass den MDI Modus, deen haaptsächlech benotzt gëtt fir manuell Kuerzcodes wéi S600M3 anzeginn
4 DNC Modus gëtt haaptsächlech benotzt fir Zeilveraarbechtung ze verbannen

Dës véier Knäppercher si vu lénks op riets
1 Programm Reset Knäppchen, benotzt fir Reset Operatioun
2 Fast Feed Modus, dréckt dëse Knäppchen fir séier mat der entspriechender Achs ze bewegen
3 Lues fidderen, Press dëse Knäppchen an d'Maschinn Outil wäert lues deementspriechend beweegen
4 Handrad Knäppchen, dréckt dëse Knäppchen fir de Handrad ze bedreiwen

1 Programm Restart Knäppchen
2 Maschinn Spär Kommando, Press dëse Knäppchen an d'Maschinn Outil gëtt gespaart a wäert net réckelen. Benotzt fir Debugging
3 Dréchent lafen, normalerweis mat der Maschinn Spär Kommando, fir Debugging Programmer benotzt.
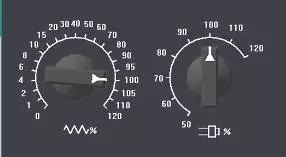
De Schalter op der lénker Säit gëtt benotzt fir d'Fütterungsquote unzepassen. Deen op der rietser ass de Spindelgeschwindegkeet Upassungsknäppchen

Vu lénks op riets, si sinn den Zyklus Start Knäppchen, Programm Paus, a Programm MOO Stop.

Dëst stellt déi entspriechend an spindle. Generell hunn Maschinnen Tools keng 5-Achs a 6-Achs. Dir kënnt et ignoréieren.
Benotzt fir d'Bewegung vum Maschinninstrument ze kontrolléieren. Dréckt de Schlëssel an der Mëtt fir séier ze fidderen.

Si sinn spindle no vir, spindle stoppen, an spindle ëmgedréint.

Xinfa CNC Tools hunn d'Charakteristike vu gudder Qualitéit an niddrege Präis. Fir Detailer, besicht w.e.g.:CNC Tools Hiersteller - China CNC Tools Factory & Suppliers (xinfatools.com)

Digital an alphanumeresch Panel, net néideg dëst z'erklären, grad wéi d'Tastatur vun engem Handy oder Computer.
POS Schlëssel heescht Koordinate System. Press dëse Schlëssel fir eng gesinn relativ Koordinate, absolute Koordinate an Maschinn Outil Koordinate System.
ProG ass de Programmschlëssel. Korrespondéierend Programmoperatioun muss allgemeng am Modus bedriwwe ginn fir dëse Schlëssel ze drécken.
OFFSETTING gëtt benotzt fir d'Koordinatesystem Tool Astellung ze setzen.
Shift ass de Shift Schlëssel.
CAN ass den Ofbriechen Schlëssel. Dir kënnt dëse Schlëssel drécken fir de falsche Kommando ze annuléieren.
IUPUT ass den Input Schlëssel. Dëse Schlëssel ass néideg fir allgemeng Dateninput an Parameterinput.
SYETEM System Schlëssel. Haaptsächlech benotzt fir Systemparameter Astellungen ze gesinn.
MESSAGE ass haaptsächlech Informatiounsprompt.
CUSTOM grafesch Parameter Kommando.
ALTEL ass den Ersatzschlëssel deen benotzt gëtt fir Instruktiounen am Programm ze ersetzen.
Insert ass d'Insertinstruktioun déi benotzt gëtt fir de Programmcode anzeginn.
Läschen gëtt haaptsächlech benotzt fir Code ze läschen.
RESET ass ganz wichteg. Et gëtt haaptsächlech benotzt fir zréckzesetzen, de Programm ze stoppen an e puer Instruktiounen ze stoppen.
D'Knäppercher sinn am Fong fäerdeg. Dir musst méi op der Plaz üben fir mat hinnen vertraut ze ginn.
Post Zäit: Jul-21-2024


