Wat ass Trochoidal Milling
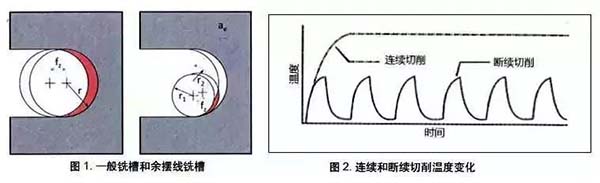
End Mills gi meeschtens benotzt fir Fligeren, Nuten a komplexe Flächen ze bearbeen. Anescht wéi dréinen, an der Veraarbechtung vu Nuten a komplexe Flächen vun dësen Deeler, sinn de Wee Design an d'Auswiel vu Fräsen och ganz wichteg. Wéi d'allgemeng Method vun Slot milling, Arc Kontakt Wénkel vun gläichzäiteg Veraarbechtung kann maximal 180 ° erreechen, Hëtzt dissipation Conditioun ass schlecht, an der Temperatur klëmmt staark während Veraarbechtung. Wann awer de Schneidwee geännert gëtt, sou datt de Fräser op der enger Säit rotéiert an op der anerer dréint, ginn de Kontaktwinkel an de Schneidbetrag pro Revolutioun reduzéiert, d'Schneidkraaft an d'Schneidtemperatur reduzéiert, an d'Toolliewen gëtt verlängert. . Also kann d'Ausschneiden fir eng laang Zäit weidergefouert ginn, sou wéi (Figure 1) duerchoidal Fräsen genannt gëtt.
Säi Virdeel ass datt et d'Schwieregkeet vum Ausschneiden reduzéiert an d'Qualitéit vun der Veraarbechtung garantéiert. Eng raisonnabel Auswiel u Schneidparameter kann d'Effizienz verbesseren an d'Käschte reduzéieren, besonnesch wann Dir schwiereg-ze-Maschinn Materialien wéi Hëtzt-resistente Legierungen an héich-haard Materialien veraarbecht, et kann seng Roll wesentlech spillen, an et huet e grousst Entwécklungspotenzial, wat kann sinn de Grond firwat d'Industrie ëmmer méi Opmierksamkeet op d'Trooidal Fräsmethod wielt a wielt.
 Technesch Virdeeler
Technesch Virdeeler
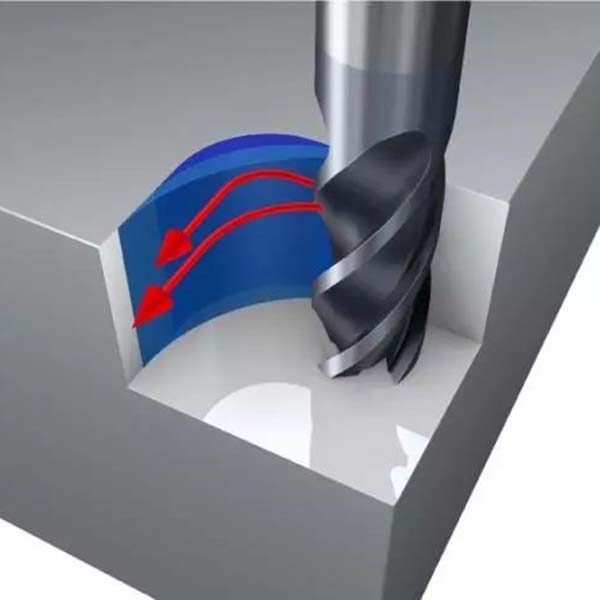
De Cycloid gëtt och den Trochoid an de verlängerten Epicycloid genannt, dat heescht d'Streck vun engem Punkt ausserhalb oder am bewegtem Krees wann de bewegende Krees eng gewësse riicht Linn verlängert fir ze rullen ouni ze rutschen. Et kann och laang (kuerz) cycloid genannt ginn. Trochoidal Veraarbechtung ass eng Ennmillen mat engem Duerchmiesser méi kleng wéi d'Groove Breet ze benotzen fir eng hallef Bogen Groove an e klengen Deel vum Bogen op senger Säit ze veraarbecht. Et kann verschidde Nuten an Uewerflächenhuelraim veraarbecht. An dëser Aart a Weis, an Theorie, kann en Enn Millen Prozess grooves a Profiler vun all Gréisst méi grouss wéi et, a kann och eng Rei vu Produiten bequem Prozess.
Mat der Entwécklung an der Uwendung vun der Computer numerescher Kontrolltechnologie, de kontrolléierbare Fräswee, d'Optimiséierung vu Schneidparameter, an d'Multi-facettéiert Potenzial vun der trochoidal Fräsen gi benotzt a méi a méi an d'Spill bruecht. An et gouf vun Deeler Veraarbechtung Industrien considéréiert a geschätzt wéi Raumfaarttechnik, Transport Ausrüstung an Outil a Schimmel Fabrikatioun. Besonnesch an der Raumfaartindustrie, allgemeng benotzt Titanlegierung an Nickelbaséiert Hëtztbeständeg Legierungsdeeler hu vill schwiereg Veraarbechtungseigenschaften, dorënner:
Héich thermesch Kraaft an hardness maachen et schwéier fir de opzedeelen Outil ze droen oder souguer deforméieren;
Héich Schéierkraaft mécht d'Blade einfach ze beschiedegen;
Niddereg thermesch Konduktivitéit mécht et schwéier fir héich Hëtzt an d'Schneidberäich exportéiert ze ginn, wou d'Temperatur dacks 1000ºC iwwerschreift, wat d'Verschleiung vum Tool verschlechtert;
Wärend der Veraarbechtung gëtt d'Material dacks un d'Blade geschweest, wat zu engem opgebaute Rand resultéiert. Schlecht machined Uewerfläch Qualitéit;
D'Aarbecht Harding Phänomen vun Néckel-baséiert Hëtzt-resistent géint durchgang Material mat Austenite Matrixentgasung ass eescht;
D'Karbiden an der Mikrostruktur vun Nickel-baséiert Hëtzt-resistente Legierungen wäerten abrasive Verschleiung vum Tool verursaachen;
Titanlegierungen hunn héich chemesch Aktivitéit, a chemesch Reaktiounen kënnen och Schued verschäerfen a sou weider.
Dës Schwieregkeete kënne kontinuéierlech a glat mat der Hëllef vun der trochoidaler Milling Technologie veraarbecht ginn.
Wéinst der kontinuéierlecher Optimisatioun vun Toolmaterialien, Beschichtungen, geometreschen Formen a Strukturen, de schnelle Fortschrëtt vun intelligenten Kontrollsystemer, Programméierungstechnologien, a High-Speed, High-Effizienz multifunktionell Maschinnen, High-Speed (HSC) an High-Effizienz (HPC) Ausschneiden huet och en Niveau erreecht. nei Héichten. Héich-Vitesse machining betruecht haaptsächlech d'Verbesserung vun Vitesse. Héicheffizient Bearbechtung soll net nëmmen d'Verbesserung vun der Schneidgeschwindegkeet berücksichtegen, awer och d'Reduktioun vun der Hëllefszäit berücksichtegen, verschidde Schneideparameter a Schneidweeër rational konfiguréieren, a Verbindungsbearbechtung ausféieren fir Prozesser ze reduzéieren, d'Metallentfernungsquote pro Eenheet Zäit ze verbesseren, an gläichzäiteg verlängeren d'Liewensdauer vum Tool a reduzéieren d'Käschte, betruecht Ëmweltschutz.
Technologie Perspektiv
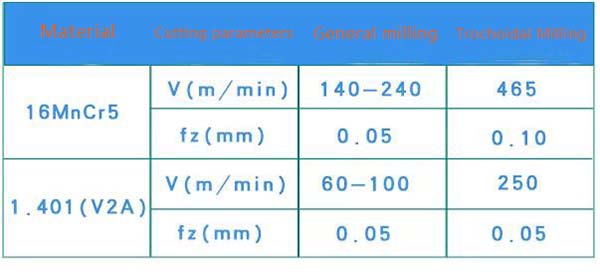
Laut den Uwendungsdaten vun der trochoidaler Fräsen an Aero-Motoren (wéi an der Tabell hei ënnendrënner), beim Veraarbechtung vun der Titanlegierung Ti6242, kënnen d'Käschte fir Schneidinstrumenter pro Eenheetsvolumen ëm bal 50% reduzéiert ginn. Mann-Stonne kënnen ëm 63% reduzéiert ginn, d'Gesamtfuerderung fir Tools kann ëm 72% reduzéiert ginn, an Toolkäschte kënnen ëm 61% reduzéiert ginn. D'Aarbechtszäite fir d'Veraarbechtung X17CrNi16-2 kënnen ëm ongeféier 70% reduzéiert ginn. Duerch dës gutt Erfahrungen an Leeschtungen, ass déi fortgeschratt trochoidal milling Method op méi a méi Felder applizéiert ginn, an et huet och Opmierksamkeet kritt an ugefaang an e puer Beräicher vun Mikro-Präzisioun machining applizéiert ginn.
Post Zäit: Februar-22-2023


